Railway Freight Operations
- Metals Traffic
Britain's wealth was built on mining. Minerals and the goods
made with them have been traded from these islands since the bronze age and it
was in large part the mineral wealth that attracted the attention of the Roman
Empire. In the 1840's just as the railways were starting to have an impact
Britain was producing seventy five percent of the worlds copper, sixty percent
of the worlds tin and over fifty percent of the worlds lead. Copper was mined
in Anglesey, Devon Cornwall and Ireland, tin was mined in Devon and Cornwall
whilst lead was mined in the Peak District (on the border of Yorkshire and
Derbyshire), in Wales, Ireland and the Isle of Man.
In addition Britain
trained many of the worlds mining engineers who, not surprisingly, tended to
order British equipment they knew and understood, greatly benefiting our
engineering firms.
Iron Ore
By the time the railways came
along iron ore was the most important mineral being mined in the country both
in terms of quantity and value. British iron ore deposits are mainly found in
the North of the country, which coupled with the similar dispersion of coal
reinforced the trend for heavier industries to develop in those regions. In the
period between the two world wars the iron and steel industries migrated to
Lincolnshire and Northamptonshire where large new steelworks were erected.
British ores tend to be of indifferent quality however, so there has always
been a significant import of higher quality ores from abroad.
Iron ore
was a major traffic on the railways, usually shipped as block trains. In the
areas where the ore was mined or quarried a block train of iron ore was
probably a more common sight than a block train of coal (see map below). Hopper
wagons were the usual transport and most were quite small due to the weight of
the ore. Having said which the LNER pressed some of its high sided wooden coal
hoppers into service for ore and British Railways continued this practice.
In Britain iron ore mining is mainly associated with Northamptonshire,
Leicestershire, Rutland and Lincolnshire. These areas were covered by the LNER
& LMS, and the latter had the biggest fleet of ore hoppers in the country.
A fair model of the LMS type (introduced in the mid 1930's) can be produced
using the N Gauge Society 'ironstone hopper' kit. There were many private owner
wagons, usually steel bodied four wheel hoppers of twenty to twenty five ton
capacity, these were employed on 'circuit working' between the mine or quarry
and the smelting works.
For additional information on iron ore mining
and the associated iron and steel works see Volume 2.
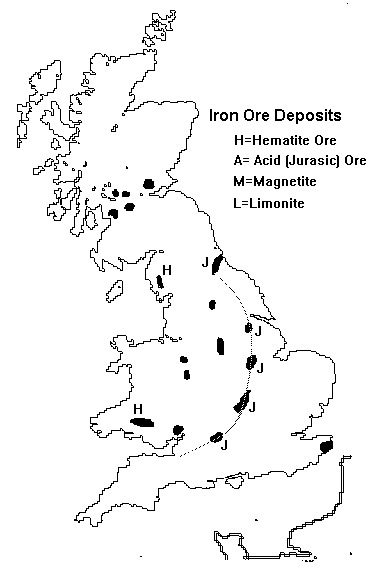
Most British ore
is yellow in colour (burnt ochre pigment is actually powdered iron ore, handy
for modelling the stuff). Hematite ore is red in colour, a high quality ore but
not very common in Britain (see map).
Fig___ Iron Ore Deposits in
the UK
In 1971 British Steel (now Corus) invested in a fleet of
purpose built bogie tippler wagons for handling imported iron ore. They were
used to supply various steel works, including Scunthorpe and Tees-Side. Coded
PTA under TOPS these were air braked and fitted with a special rotating
coupling so they could be turned upside down without detaching the wagon from
the rake. In 1976 another batch was purchased and these operated what amounted
to a merry-go-round service between Hunterston and the Ravenscraig steel works.
Some of the Tees-side wagons were re-vamped by Procor and leased to Foster
Yeoman for aggregates traffic in the early 1980s. I believe that, following the
closure of Ravenscraig in 1992, the remainder found further employment but I am
not sure of the details. They were thirty eight feet ten inches over headstocks
and their sides were seven feet high. The imported ore was 'pelletised',
basically it was reduced to marble size rust coloured pellets.
A sketch
of the BSC tippler has been included in the section on Goods Rolling Stock
Design - Air Braked PO stock.
Raw materials for an iron and steel works
The
iron & steel industry has long been a user of the railways, both for the
raw materials to the furnaces and shifting part finished materials and finished
products. Raw materials included iron ore, limestone, coal and coke whilst the
railways also moved ingots of pig iron from the smelting works to the
foundries. The industrial side of all this is discussed in the section on
Lineside Industries.
Iron ore was generally shifted in hopper wagons and
in some areas coal and coke were also delivered in hoppers, all of these when
feeding an iron or steel works would form block trains. Limestone was more
usually delivered in short rakes of five plank open wagons and the ingots of
pig iron were shifted in three or five plank open wagons.
Pig Iron
Pig iron was supplied to foundries where
it was used to make iron castings. A small foundry suitable for a model railway
layout is described in the section on Lineside Industries. Given a size for the
pigs of three foot by four inches by three inches (1m x 100mm x 75mm), which
works out at about 123 lbs (56 Kg) or twenty pigs to the ton, a ten or twelve
ton wagon would carry about 200 of these bars of iron. From photographs I would
suggest having a layer about 1 or 2mm high with a few extra bars added in the
middle, however wagons were not always fully loaded a consignment might be just a few tons. In 'British N' 6mm lengths of 30x20 thou strip would be about right,
with one end carved about to represent the point where the 'pig' joined the
main sprue. They were dark reddish brown to black in colour with occasional
streaks of lighter red where fresh rust had formed.
The pigs were not
stacked neatly as a rule as it didn't matter if they were damaged, prior to the
introduction of specialised wagons they would be loaded carefully however as
they could damage the wagon floor.
Purpose-built pig iron wagons were
usually low-sided, British Railways built several designs all of which were
metal bodied but the sides were about eighteen inches to two feet high. Some
five plank wagons were specifically built or modified for pig iron traffic with
metal girders replacing the bottom two end planks to prevent the 'pigs' from
punching through during rough shunting. Peco have now introduced a BR type 20 ton pig iron wagon on a nine foot wheelbase chassis however ths definately looks better 'full' as the floor is raised to accomodate the weight. You can fit the upper floor plate directly to the chassis and add the sides for an empty wagon but you then need to glue some crushed air gun pellets to the under side as ballast. There were a number of designes inroduced by BR specifically for pig iron the 30 ton variant with the extra thick chassis can be produced from a Peco or Farish chassis as shown in the sketch.
Sheet Metal and Plates
Sheet metal is less than 3
cm thick, anything thicker than that is classed as 'plate'. Plate was carried
on bogie and four wheeled flat wagons, usually with low raised sides. The main
flows were from the steel works to the ship yards and larger engineering firms
such as boiler makers. This means consignments ranging from a complete block
train down to a single wagon load would have been seen prior to the 1970's.
With the reduction in heavy engineering in the 1970's smaller consignments
became much less frequent but block loads for export increased.
Larger
plates (wider and eight feet) were carried on 'trestle wagons', supported at an
angle on a hefty wooden trestle mounted on a wagon and secured with chains.
Using a wagon with a drop centre section allowed these plates to be quite
large. These wagons are discussed in more detail in the section on Goods
Rolling Stock Design - Specialised Rolling Stock.
Finished steel,
girders, pipes and the like are transported open vehicles, often bogie bolster
wagons. The quantity being moved could be a single wagon load (perhaps two
small girders for a bridge) or an entire train-load (pipes for new gas
pipelines were shipped by the train load). One thing to beware of is not to
over-load the wagon, see the section on Cargo & Wagon Loads for details of
typical loads of this type.
Billets and slabs
A large proportion of the steel
from the steel works is shipped in long rectangular sections called blooms
billets and slabs, these are all discussed in the section on Cargo and Wagon
Loads. This kind of traffic would be going to a major works, so block loads or
comparatively large cuts of wagons would be involved.
Prior to the
1970's most of this traffic was carried on unfitted wagons. From the early
1970's finished steel, long billets of steel and coiled strip, were routinely
shifted on rakes of vacuum fitted bogie stock as block workings, mainly to the
docks for export.
Coiled Wire
Coiled wire was used for making nails
in the Big Four era but of the pre British Railways companies only the LMS had
special wagons for wire coil traffic and these are tricky to model. Most coils
of wire were shipped in 5 plank open wagons in the early days of BR. In the
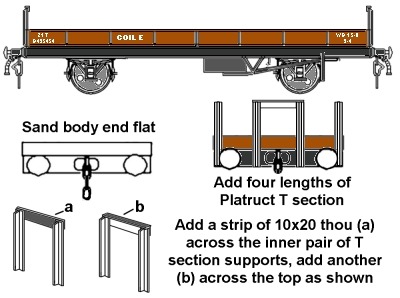
early 1960's there were a number of conversions based on the standard BR plate
wagon (as available from Peco) and one of these, the Coil E (TOPS coded KEV),
represents one of the simplest possible conversions. Just add four T section
strips to each end and add an L section across the top of the centre two using
two lengths of 10x20 thou strip.
Fig___ Coil E wagon (modifications
to Peco plate)
The SKA air braked
wagon was designed for coil traffic and has metal beams forming two
longitudinal cradles, the coils of wire are loaded in two rows of eight. Wire
coils were also regularly shipped in SPA drop-side and SRV four wheeler wagons
and the bogie BPA stock. Coils are these days sheeted during transit and this
may have always been the case. Photographs are usually taken at the loading or
unloading points, where the sheets had been removed.
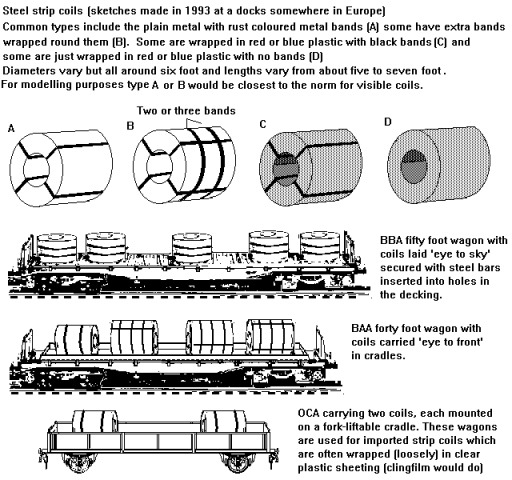
Strip Coil
One traffic that has become more common
since the 1960's is coils of steel sheet (called `stripcoil' and used for pipe
making, among other things). British Railways modified various metal bodied
wagons for this work by cutting down the body and adding wooden beams to the
floor to support the coils. Most of these wagons ended up looking like a low
sided wagon. A model of one of the early strip coil wagons, complete with a
coil load, is available from Parkwood Models.
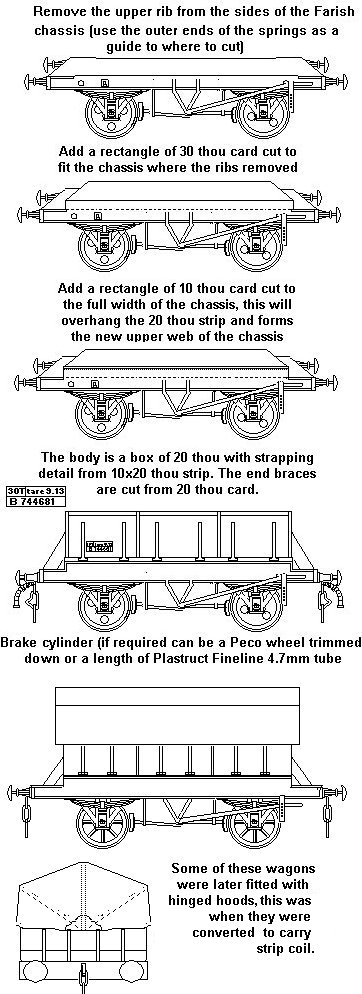
A lot of the internally
shipped coils are raw steel going to be galvanised (coated with Zinc to prevent
rust) at a separate plant, the coils had to be protected from rain and the
wagons used were fitted with fixed folding tent shaped hoods that would
normally have remained in the closed position except when loading or unloading.
These hoods proved unreliable so by the later 1970's a simple dark blue
tarpaulin was the normal covering used.
As with the slabs and billets
these loads would normally consist of a minimum of four or five wagons and
could form a complete block load.
By the 1980's bogie flat wagons and
air-braked OCA wagons were being used for strip coil.
Fig___ Strip
coils and air braked wagons
By the 1980's the Lackenby plant was the only
one producing stripcoil.
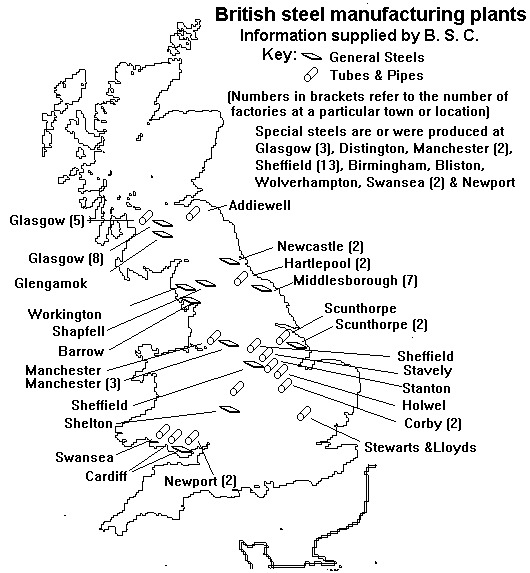
A map showing where these various materials were produced might
be of assistance. This map dates from the 1980's, it should be noted that there
were smaller works producing all these materials in various parts of the
country prior to the formation of British Steel.
Fig___ BSC plants
and associated products
Scrap Metal
Scrap metal has been an occasional
cargo since the earliest days of the railways. The railway companies themselves
had a lot of scrap rails and other materials which they sold to scrap metal
dealers for re-processing. Prior to the Second World War most scrap metal was
dealt with locally but during the war it was channelled into war production,
laying the foundation of a national network for scrap processing.
If
you favour removable loads and have a rail served scrap dealers yard on your
layout the traffic flow would be mainly empty wagons in and loaded wagons out. Scrap
merchants would not receive much scrap by rail,
the main rail shipments would be going to a steelworks for reprocessing. Having said which they did receive a lot of waste material from engineering works, including (depending on the nature of the works) three plank wagon loads of rivet hole punchings, swarf from machine tools and hammerscale from a forge. This sort of material was quite often sent from the works by rail, much of it going direct to steel works but a proportion to scrap metal merchants (modelling these cargo types is discussed in the section on Lineside Industries - Scrap metal Yards, Foundries and Forges)
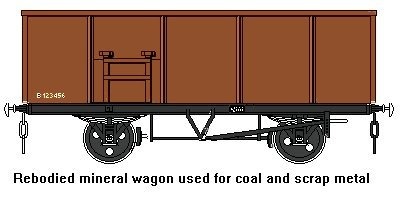
For
many years the BR standard 16 and 21 ton mineral wagons were regularly used for
scrap metal, as BR moved toward eliminating unfitted wagons scrap, a low value
cargo, was one of the few traffics that used the older wagons. The BR standard
twenty one ton mineral wagon proved its worth and the re-bodied versions with
only a singe door on each side were regularly used for scrap traffic.
Fig___ Twelve foot wheelbase rebodied wagon
Although a low
value cargo scrap the traffic in scrap metal did return a profit but BR were
unwilling to invest in new rolling stock for the trade. Scrap metal traffic
suffered a downturn in the 1970's and early 1980's, partly due to the steady
withdrawal of the older vacuum braked wagon services. This in turn prompted
wagon leasing companies to offer air braked scrap metal carrying wagons for
purchase or hire to run in Speedlink services. Standard Railway Wagon Co (a
wagon leasing company, later part of Procor) were the first to do so, building
a fleet of POA four wheeler opens in 1978 for leasing by its Railease
subsidiary.
Ralph Snelling made a kit available to members of the N
Gauge Society of the original design of Railease POA scrap wagons loaded with
scrap. This was scaled to fit the Peco fifteen foot wheelbase chassis (actually
about 4mm short and with the wrong kind of suspension). These early wagons are
not difficult to scratch build, if you can live with the Peco chassis. Later
batches had a horizontal bar with an angled top running along the middle of the
sides, this later type is much more difficult to model. The POA bodies were
replaced in about 1988 with new and heavier design incorporating the horizontal
bar along the centre of the sides. One or two such wagons might be included in
a general goods rake, although if your layout is end-to-end you would need a
scrap yard to justify them. Note my model is in incorrect livery (see below).
Fig___ POA scrap metal wagon model

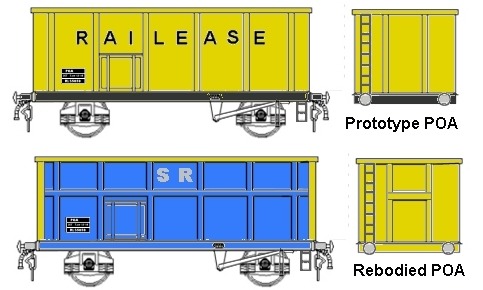
The early publicity
photographs showed the POA wagon body in all over yellow livery with RAILEASE
in black and a black TOPS panel with white markings. The chassis was painted
black. Within a year or so they had light blue solebars and sides with the top
rail on the sides and all the ends painted yellow. The blue seemed to vary in
service, this could have been dirt, I would suggest starting with Humbrol
Cambridge (light) blue and giving this a couple of washes with well thinned
black and grime. The TOPS data was painted on the side in white with white line
framing but without the black background. By the mid 1980's they often had SR
on the upper centre of the sides (standing for Standard Railfreight, the name
that replaced Railease in about 1983) in white letters about a foot high. The
later body designs had reinforced corners and on these the yellow of the ends
was carried round onto this corner plate.
Later wagons, built on the
chassis of redundant HAA merry go round wagons and coded PNA, all of these had
the horizontal central side bar from new. Modelling these is less easy, the
Minitrix HAA chassis is expensive and hard to find these days, one option is to
use a Peco fifteen foot wheelbase chassis and insert a 4mm section in the
centre. The wheelbase of the resulting wagons is 4mm too short but the body is
about right. Bernard Taylor offers a kit of the PNA/SSA wagons, presumably
designed to fit the Taylor-Farish air braked chassis.
Fig ____ POA
Scrap Steel Wagon, prototype and re-bodied variants
Little interest was
shown until 1984 when a new service for scrap was set up by British Rail (the
railway operators), Standard Railfreight (the organisers and owners of the
wagons) and United Engineering Steels of Sheffield (the customer). In this
service Standard Railfreight arranged the collection of scrap which was loaded
into its fleet of nearly two hundred purpose built 50 ton four wheeler POA/PNA
box-body scrap wagons. These were then hauled in standard British Rail
Speedlink services to the UES plants at Aldwark in Rotherham and Stocksbridge
to the north west of Sheffield.
The Railease initiative worked well and
BR built some similar wagons for this traffic using redundant chassis, coding
these SSA. In 1990 the entire Railease fleet of nearly 200 air braked scrap
wagons (of various designs) was sold to British Rail, they were then re-coded
SSA and operated with the BR SSA fleet. I believe all the original POA wagons
had been rebuilt with heavier side framing by the time they passed to EWS who
still (2003) operate them but in their own red and yellow livery.
All
of these scrap wagons were built as single purpose vehicles, specifically for
carrying scrap metal. The layout of most steelworks does not easily allow the
use of multi-purpose wagons, but in the early 1980's Sheerness Steel purchased
some purpose built bogie wagons designed to serve for both scrap metal and
finished products. These large wagons have a gross loaded weight of 102 tons
but carry a payload of about 70 tons. I think the large bogie wagons were light
grey with black lettering, but I cannot find the only picture I have of the
type so I cannot confirm that. The sketch below was made with a view to
modelling these types, something I never got round to so I did not confirm the
livery details.
Fig ____ Procor bogie scrap steel
wagon

(I believe the Sheerness works closed in 2002, part of the collapse of Allied Steel and Wire)
The value of scrap metal traffic may be judged by British
Railways decision to convert a number of HBA hoppers to carry shredded scrap
metal in the late 1980's (they were re-coded HSA following conversion). I am
not sure of the details of the conversion but from memory the wagons did not
differ significantly from the HBA. I do not know how long these wagons remained
in service or the details of the traffic they were used for. Presumably the
shredding was done in larger scrap yards for sale to reprocessing works.
The end of the Speedlink network operation in 1991 ended all these
services but the re-emergence of wagon-load traffic under the Enterprise banner
in 1993 brought a limited return to rail.
Lead, Copper, Zinc, Tin and Tinplate
Lead, copper,
zinc and tin were all refined very close to the mines that produced them. The
resulting material (ingots or rolls of lead sheet) was shipped either in
sheeted wagons or covered vans. Lead, being valuable and easily sold, was
usually shipped in vans. This traffic would be shipped in mixed wagon load
trains.
Tin plate (shiny sheet metal, as used for food cans and biscuit
tins) is steel coated in tin. Britain was a major tin exporting country until
fairly recently and ingots of tin from the Cornish mines were shipped across
the Bristol channel by sea to the tinplate works in South Wales. In the
pre-nationalisation era the plated metal sheets were shipped in vans, including
a number of private owner vans (discussed under Freight Operations - PO Stock).
Customers included the tin can factories and the major cities where toy making
firms and the like made extensive use of tinplate as it could be easily
decorated with transfers or paint. Tinplate was shipped as wagon load traffic
but for a major customer such as Metal Box (the tin can makers) a block working
might be required.
Tin was also used to coat copper wire so that, when
wrapped in rubber sheathing, it would not corrode, it also makes the wire
easier to solder and model railway layout wire is often referred to as 'tinned
copper wire'.
^
Go to top of page
International Good Guys ~ Making the world a
better place since 1971 ~ Site maintained by

All material Copyright © Mike
Smith 2003 unless otherwise credited