Industries associated with Docks & Harbours
Oil and other petroleum products are, in the UK, almost exclusively associated with ports. For information on the facilities associated with this traffic see also Lineside Industries - Petroleum and LPG.
If building a small port or harbour on your layout it is worth considering what the trades it served might be. A lot of coal was shipped to and from small riverside and coastal quays and jetties and grain was also regularly shipped round the coasts by sea. If you have coal mines in the area then some means of tipping the coal into ships would be required whereas if the port brought coal in then you need a crane or two to off-load the ships and barges. You would be most unlikely to see both activities at a single port.
Obviously warehouses would be a feature of most ports, although a lot of goods were loaded directly onto railway wagons or road vehicles for delivery. Chandlers supply ships with their stores, this includes ropes, block and tackle, sails, paint, foods and ropes. A chandlers is therefore usually a large building, typically three or four stories high and resembling a warehouse with doors on the upper floors equipped with simple 'cat head' hoists.
Rope
Rope is technically stout cord with a diameter of more than one third of an inch (8 mm). All cordage is made in the same basic way; yarn is twisted together to make strands, these are then twisted (in the opposite direction) to make cord or rope. The twisting is called 'laying' and the individual strands are passed over and over the rope, not twisted, so they do not try to unwind in use. Three strands or yarns wound together is called a 'hawser' laid rope, three of these twisted together is called a 'cable', there are various such terms for a range of rope types, non of which need concern us in the present context. The degree of twist given to ropes is generally such that the rope is from three-fourths to two-thirds the length of yarn composing it and when multiple strands are laid up the twist in the strands is the reverse of the twist in the rope, giving it great strength under tension. The ropes and other cordage needed by the ships would be made close by the port but not often within the port area as the rope works requires a lot of land.
Almost any fibre can be made into rope, most rope was made from hemp (long fibres obtained from the Cannabis plant) and when similar long fibres from other plants was used for rope it was also referred to as hemp. For example Manila hemp is fibre from a plant which grows in the Philippines. In Britain Manila hemp was favoured for ships ropes, although to stiff for light lines. Hemp bales were typically about 24 x 24 x 48 inches (61 x 61 x 122 cm), weighing in at about 8 bales per ton hemp is light brown in colour but the bales usually had a light brown Hessian covering. Sisal or Henequin from South America was often used for light cords (this stuff resists the effects of sea water rather well), pale cream in colour and shipped in bales. Ropes used for 'belt drive' systems such as in the textile mills were usually cotton, lighter and more flexible than hemp these slipped less than belts and could extend up to 80 feet between pulleys. The cotton was supplied as thread or cord from the cotton mills. Similarly lax or jute yarns were supplied by spinning mills as ready to use material to the rope works.
Before hemp or sisal is spun into thread or yarn it is combed or 'hackled' (drawn over spikes to separate and align the fibres) either by hand or by machine. The material is then spun in a 'rope walk', a long building (typically 1000 feet or 300m long), most were fully enclosed but quite a few had open sides. Ranged along this are a series of posts with metal rods set at a slight angle resembling a comb, as the cord is spun it can be dropped onto these, keeping it off the floor. Once enough yards have been made (at least three) the rope can be laid up, for use on ships a coating of tar was often added to the strands beforehand, this was done by taking a collection of the yarns, tying them together at each end, and drawing them slowly through a tank of molten tar, emerging through a set of rollers that squeezes out the surplus tar from the fibres.
Rope of three strands can be laid up by hand, although this requires a degree of skill, where precision, speed or a greater number of yarns is required a machine is used, carrying bobbins of the yarn on a rotating frame mounted on a wheeled carriage. By 1900 the rope walk was only used for the final laying up of the rope, the preparation of the fibres and spinning of the fibres being handled by machines feeding the resulting yarns onto bobbins.
There is another type of rope, called braided rope, which is a rounded square in cross section and sheathed in woven yarns, often used for ships mooring lines. Simulating this is unnecessary in N as metal wire serves as well for this as for conventional laid up ropes, once you get to OO or O scales however some thought might be given to simulating this, probably the best option being soft iron wire gently beaten to a more square section.
The ropes would be formed into coils (balls for lighter cords) and tied to ease handling. Big ropes in long lengths, such as ships mooring ropes, are coiled down forming a stack. Those I remember from my time at sea were about five feet in diameter by four feet high with a hole in the centre about eighteen inches across and secured with four or five strips of steel 'band-it' strapping.
Fig ___ Ropes
Wire Ropes
In many applications rope was superseded by wrought iron chain, notably for ships anchor cables and on cranes, chain was made by hand, forged link by link, up to the 1930s when electrical welding developed to the point where the process could be done by machine. Wire rope was originally developed in Germany in the 1830s for use in mines, the technology arrived in Britain in the 1840s, early types used strands of wrought iron (galvanised with Zinc after the 1880s) but by the early 20th century steel was preferred. In the 1870s a firm in London (Messrs Bullivant & Co. Ltd.) developed a very flexible wire rope, which allowed it to be coiled up and used for ships hawsers or wound on a small drum for a cranes. By the time of the First World War wire rope had replaced hemp ropes for most ships rigging and derricks. Wire ropes have the additional advantage of being at most one third of the size of and equivalent hemp rope for a given strength. Ships rigging was liable to rust and was usually coated in white lead (starts off white, darkens rapidly and accumulates soot, so a busy 'tramp steamer' would have black rigging whereas a passenger vessel would be more likely to have fresh white rigging).
Chain remained in common use however, railway yard cranes often still used chain rather than wire rope into the 1960s, For heavy work chain can be more easily stowed, with less tendency to tangle, than wire rope and it remains in use for work such as ships anchor cables.
Grain
See also 'Lineside Industries - Flour, bread, biscuits and breakfast cereals.'
Britain imports much of its grain, hence most major flour mills are located at or close by sea ports (or on a ship canal as at Manchester). These mills are very large buildings with few windows, handy as a low relief structure for disguising the entrance to a fiddle yard.
Vacuum unloading of grain has been in use since the 1920s, requiring a tall tower with a crane jib to lower the hose (typically about a foot or 30cm in diameter) into the ships hold. An alternative arrangement is to have a covered extension to the building extending across the quayside and supported on steel masts, there is an example of such a structure in the South East (but I cannot recall the name of the place).
Not all flour was milled at the docks, a lot of grain was shipped in bulk from the port to inland mills. The building used to store the grain is generally called a 'grain elevator' although in function it is basically a silo (most were rectangular structures not cylinders). Again these were large and largely windowless buildings, handy for a low relief building on a backscene. One option for the modeller is to run a track underneath the building, behind a series of arches or a row of heavy cast iron pillars. This would allow the hoppers to be loaded from above and also discharged into under-track bays from where it would be lifted by auger or vacuum into the silo itself.
Tobacco
The British had for many years a great liking for tobacco, both to smoke and powdered in the form of snuff. This was heavily regulated and taxed and hence when it arrived it was stored on 'bonded' warehousing until someone paid the duty on it. It was shipped in 'hogsheads', essentially large wooden barrels but with flat rather than barrel shaped sides. Several British ports were associated with tobacco imports but Bristol was the most important.
Fig ___ Landing 'hogsheads' of tobacco

From the docks it was transported to equally imposing warehousing, usually located close by, and thence to the factories, also usually not far from the docks.
Seed Crushing (Vegetable Fats & Oils) and Animal Feed
There are a number of valuable oils and fats recovered by crushing vegetable seeds. Vegetable oils are often called 'fatty oils', they have a similar make up the vegetable fats but are liquid at normal British temperatures whereas the 'fats' are solid (generally 'normal' is taken as fifteen degrees Celsius). As many of the plants used do not grow in Britain the seed crushing works were usually built in or close to large docks to facilitate imports.
The materials handled included soya beans, linseed (from the UK, Argentina, India and Canada), cotton seed (from Egypt, India and Greece) and peanuts (which they called 'groundnuts' from the West Africa).These firms also extracted coconut oil from the white innards of coconuts (called copra). These oils were sold both for use in foods (human and animal) and for use in industrial products such as lubricating oil, soaps, varnishes, printing inks, and paints. Most of the residual fibrous material (they called it 'cake) was sold in slabs as animal feeds, some was mixed with grain and other additives to produce a range of balanced animal feeds sold in hessian sacks.
There are four types of vegetable oil, divided according to how they react with air (although these are not clear distinctions) and whether they are a liquid or solid at average British temperatures.
Drying oils react with oxygen and form a 'skin', linseed oil (from the flax plant, the oil is yellowish in colour), painted on wood or bricks it forms a waterproof barrier (you have to boil it first, which is a smelly business). Linseed oil was sold to paint, varnish and printing ink manufacturers, linoleum works and lubricating oil firms (and of course in tins for conditioning cricket bats). Boiled Linseed oil is often boiled before using and boiled oil mixed with 'whiting' (powdered chalk) makes putty (as used to hold windows in place). Putty is also used in certain rubber compounds and as a coating for glossy papers. Other drying oils, not recovered at seed crushers works are Tung Oil (or China Wood Oil) and Oiticica Oil (from a Brazilian tree of the same name.
Semi-drying oils include soya bean oil, used in foods, soap, paints varnishes and as a source for Nylon production (the most widely used vegetable oil today). Sunflower oil (a yellow colour) and the yellow to dark red cottonseed oils are used for fish frying and soap making, in leather dressings, lubricants and as a food additive.
Non drying oils include the pale yellow to clear castor oil, originally mainly used as a medicine but since World War Two it has found many industrial uses. Milky coloured coconut oil is used in foods, cotton dyeing, soaps and detergents and for leather dressing. Peanut oil (or groundnut oil) went into margarine. Since World War Two a plant called Rape has been bred until it became a useful source of oil and animal feed. The oil is dark brown and is used in foods and lubricants. Rape is actually two species of the mustard family, other notable examples being turnips and sweeds. Even more recently Oilseed rape has been developed from the `weed' rapeseed, the seed is typically 42% oil and the meal left after removing the oil is about 42% crude protein. The refined oil is commonly known as Canola (a US registered trade name) but the name is also sometimes used to refer to the whole plant. A diesel engine will run on this stuff.
Finally there are the inedible soap stocks such as palm oil (used in soap, candles, and lubricating greases) and low grade coconut oil (a clear syrupy liquid commonly called copra oil and Cocoa Butter (used for soaps and cosmetics). These are all solid at normal British temperatures and required steam heating in railway tanks to allow them to discharge.
Associated railway stock would be owned by the seed crushing business but there were also tanks (usually lagged) owned by their customers, notably the soap industry, which would be seen at such a works. Oddly the soap companies do not seem to have made much use of the tanks for advertising their products, the marking being confined to the company details. The pre war soap tanks appear slightly smaller bodied than the petrol tanks, but I could be mis reading the pictures. The example below left is one of the Lever Bros fleet, they had quite a number of tanks for transporting vegetable oils from before the First World War. The example below right is a Joseph Crossfield & Sons tank from the immediate post war era, with the simple markings prevalent at that time.
Fig ___ Pre and post war vegetable oil tank

Oil and Cake Mills
Three businesses which are closely linked are flour milling (considered separately under Lineside Industries - Flour, bread, biscuits and breakfast cereals'), seed crushing (obtaining oils from plant seeds) and animal feeds (using the residue from the first two. Many companies did at least two of these businesses, Unilever, for example, in addition to the two feed mills it owned in London (through its BOCM and Silcock subsidiaries) also had separate oilseed crushing plants at Silvertown and Erith (both on the Thames near London). Both Pauls and Unilever had feed mills and crushing plants in Hull. Other companies such as Ranks and Spillers owned flour mills in addition to feed mills. Just to complicate the matter however not all 'cake mills' were also seed crushers, a lot of firms set up in the country areas to make animal feed, getting their supplies mainly from local flour millers.
All of which has made teasing out the history of the industry rather complicated. The oil and animal feeds businesses in the ports usually shared the same premises.
By the early 1900s the oils from crushed seeds were increasingly important for a number of industrial purposes and for inclusion in human foods, the by-product of this process, the oilseed cake, is a rich source of protein and was sold as a feed for all types of animals. These firms also recycled the residue from flour milling (wheatfeed) which they mixed with the 'cake'. From the 1890s other ingredients were added to make 'compound' animal foods (as noted above the large flour mills tended to be in the docks). The output from the 'cake mill' was blocks of compressed feed to be sold to farmers. Some was also made into pellets, I think that started in the 1890s with the development of 'compound feeds'.
Seed crushing firms existing in most larger ports, the industry produced millions of tons of products and employed thousands of people. The map below shows the main ports associated with the trade.
Fig ___ Location of major oil and cake mills prior to the 1960s

In the 1960s a new approach was taken, using more home grown plants and mills located closer to the customers in the country. The first of these 'country' plants opened at Winsford in Cheshire, able to supply the industries on the coast and the farmers inland using short distance road haulage. The mills at the docks were then run down into the 1980s, then in the mid 1980s there was a change in agriculture policy and demand slumped, leading to a major retrenchment in the industry and the close of both dockside mills and some of the newer country mills.
Oil and Cake Mill Process and Buildings
The incoming vegetable matter arriving at the works would usually be delivered in sacks, copra (the dried inner white material from the coconut) was shipped in bags or in bulk. Copra, from which we get coconut oil, is problematic as a cargo as it produces toxic fumes and is liable to be infested with biting insects called 'copra bugs'. The fibrous outer husk of the coconut is called coir and is used to make 'coconut matting'.
The seed was run through sets of chilled-rollers, then heated by steam in 'kettles' (these were very big metal vats), it was then laid onto woollen sheets and covered with another layer of wool before being put into the press. By the 1890s steam powered hydraulic presses were in use and this is where most of the oil was extracted leaving the 'cake' residue. This cake was cut into blocks and allowed to cool on racks. At the farm these blocks were put through a small mill which broke the cake up, from photos of which I gather the blocks were about two feet long, four inches thick and about fifteen inches wide. By the 1890s the feed was also being further processed, adding other ingredients to make a 'compound cake' that sold for a higher price. I believe this was sold in the form of 'pellets' delivered in sacks.
A decent sized mill would take in say 700 tons of seed a week, producing nearly 500 tons of cake and about 350 tons of oil.
Larger establishment would have their own cooperage, a joiners' and pattern shop, a fitting shop (to make and repair machinery) and saddlers shop where they made not only the horse harnesses but also the belts to drive the machinery. These establishments featured large and very tall brick silo type buildings, usually square, with no windows. They needed large storage areas for the bags of seed and there were always a lot of barrels and steel drums about the works. Larger mills, as found in the dock areas, would have storage tanks for the oils as well and by the 1930s they had large brick built silos to hold the incoming grains.
The seed crushing works were housed in a large five or six storey building with few windows, fronted by a three or four storey 'office', generally rather ornate. As with cotton mills these were usually of brick and iron construction, the floor being made up of brick arches, to provide a 'fireproof' building. On the high sides of the main structure the name of the company was often displayed, sometimes in bass relief stone or brick lettering, usually including the word 'mill'. Hydraulic lifts were used inside the building so add a tall tower (say two stories above the top of the main building by about fifteen to twenty feet square) for the associated 'accumulator'. Finally you should have a boilerhouse, both to provide power and also steam to the works.
The animal feed side seemed to have required even larger buildings, up to 15 stories tall but with few windows. The feed was shipped out in considerable quantities, mainly by rail, and trains composed solely of vans and sheeted open wagons loaded with animal feeds were a common sight (especially in the South West and around Selby in Yorkshire) up until the late 1950s. A typical consignment for a particular station could be from one to ten wagon loads, to be collected by several local feed merchants.
Modelling an Oil and Cake Mill
From a model railway perspective these are an attractive proposition as a low relief structure against the backscene. A single siding run along the side of a tall and largely windowless building is all that is required. Ideally you would have a loading bank to avoid having to 'spot' wagons, but just adding loading doors in the wall would suffice if space is tight. You can add a sack hoist and covered bay for loading tank wagons to make it more interesting to look at if you wish.
The vans used for shipping out the product were often beanded using a paste-on paper lable bearing the company logo, his practice appears to have caught on in the 1930's (when suitable latex based glues were developed). A second rectangular label was also often added stating the name of the product itself. Examples of the logos are included below, for more on traders labels see also Livery - Introduction.
A proportion of the oil made at these plants was shipped in company owned and branded rail tank wagons, although I have not been able to find details of the loading apparatus used. Some of these tanks were fitted with steam heating coils (required to liquify a cargo of fats). These tanks were not heated by the railway engine in transit, the heating was done at the receiving end and could take up to 24 hours. Adding insulation to the tank and putting the stuff in very hot reduced this time considerably.
The rail tanks would be used both to supply customers and (I understand) to bring in some bulk liquids such as molasses to the plant for blending into the feeds. The customers covered a wide range of other firms, dealing in foodstuffs, paints, chemicals, linoleum makers (who required linseed oil) and lubricating oil manufacturers (who used quite a lot of castor oil). These customers might also send their tanks to the seed crushers to collect cargo (I believe Crossfields the soap makers used some of their tanks in this way).
Although the bulk of the materials were delivered by sea some was supplied from UK sources. Most of this locally supplied material would arrived in vans and sheeted opens but for something a little different you can run in a sheeted hopper wagon carrying 'spent grain' from a brewery. The iron ore hoppers as supplied in kit form by the N Gauge Society were used for this work. The example shown was made when they were first released and hence has the incorrect side supports.
Fig ___ Sheeted hopper delivering spent grain

Companies in the seed crushing business
J. Bibby & Sons Ltd.
Based in Liverpool, the company started as a seed crusher in 1830, it was called J Bibby & Sons by the later 1870s at which time they began to make 'compound animal meal (possibly the first calf meal). By the 1880s they also operated a mill in Lancaster and (after a fire) rebuilt the Liverpool mill. By 1914 they were employing 2,000 people and selling a range of animal feeds. By virtue of the waste product (oil) produced when pressing the seeds they expanded into soap manufacture and the provision of fats for domestic consumption in the late 1940s or early 1950s (Araby Soap was introduced in the mid 1950s). In 1968 the firm was bought by Princess Foods and later became part of ABN (Associated British Nutrition), which is part of Associated British Foods but as of 2005 the brand remains in use (as J Bibby Agriculture) in connection with animal feeds. They operated a small fleet of tank wagons from 1933 (possibly earlier but their tank wagon No.1 was registered on the LMS in that year), the only examples I have found details of are described in Mr Tourret's book Petroleum Rail Tank Wagons of Britain (see Bibliography for details) which were black with white lettering and some fitted with steam heating coils. They got up to at least wagon No.7 and this livery is at least easy to apply.
Fig ___ J Bibby lagged tank and animal feed logo
BOCM British Oil and Cake Mills
BOCM is the giant of the industry, formed in 1899 when several firms joined together, however the individual mills continued to trade under their existing names. In 1907 BOCM introduced the first hen feed (based on imported American corn) called Eggemon, the adverts showed this as 'Egg em on' and Kositos, a feed for horses, cattle and pigs. By the time of the First World War they were described as 'Crushers, refiners and manufacturers of linseed, cottonseed, rapeseed and other oils; manufacturers of linseed, cottonseed and feed cakes'. In 1926 BOCM was taken over by Lever Bros, but the existing trade names continued in use. In 1969 BOCM & Silcock Lever Feeds merged to form BOCM Silcock Ltd. In 1992 Unilever sold BOCM Silcock to merge with Pauls Agriculture to form BOCM PAULS LTD..
BOCM operated ten large mills in Britain, all with direct railway links. Major BOCM connected works were found at Manchester, Renfrew, Erith, Hull, Avonmouth and Selby. BOCM in the Green Diesel era of BR used stick-on labels (actually they were plain paper pasted onto the sides of the vans). The examples shown are all from photographs, I believe they were red as BOCM paid extra to have a coloured label on their magazine ads, but I cannot be sure the wagon labels were so coloured. As well as the logo label they often added a simple rectangle with the name of the feed type (eg Kositos) pasted on close by.
Fig ___ BOCM labels used on railway vans

By the 1950s some tank wagons had been re-liveried for BOCM, I believe they just added a letter in front of the wagon number to indicate its 'home' mill (M for Manchester, S for Selby etc), however details of this livery are hard to find. BOCM & Silcock Lever Feeds merged to form BOCM Silcock Ltd. in 1969 but the plain BOCM logo remained in use. The fleet of rail tank wagons in BOCM livery, carrying everything from whale oil to molasses as well as their more usual products such as linseed oil for the paint works. At least some of these tanks were insulated and some were steam heated. The sketches below show what I believe was the livery used by the Avonmouth tanks in the 1950s, both variants co-existed. They are based on information from Mr Tourret's book, any errors are mine. The logo on the right is the standard BOCM company logo.
Fig ___ BOCM Bristol tanks and Logo

Olympia Oil and Cake Mills
Based in Selby this firm was part of BOCM but traded under its own name. They operated some 14 ton rail tanks for oil, after the war these were used to bring in molasses from United Molasses. In the 1940s they also leased some unusual road-rail tanks from the LNER. These pneumatic tyred tanks traveled in pairs on a special six wheel chassis. The Olympia name disappeared in the early 1950s, absorbed by BOCM.
Fig ___ Olympia Oil and Cake Mills tank

Premier Oil Extracting Mills Based in Hull and (I believe) part of the BOCM organisation, this company operated a small fleet of tank wagons from the 1930s. There is a photograph taken in the 1930s of one of their tanks in Mr Tourret's book on petroleum tanks (the tank was for carrying seed oils and fats, it was lagged and fitted with steam coils), however I am not sure of the livery as the photo may well show the wagon in the builders 'photographic grey'. If the photo shows the final paint job the colours may be as shown, however I am very unsure on this (most of these wagons tended to be black or dark red, although the BOCM tanks in Bristol had light red oxide body and solebars).
Fig ___ Premier Oil Extracting Mills tank

Foster Bros Oil & Cake Mills This firm operated in Gloucester (the mill was built in 1862) and although they formed part of the original BOCM operation they continued to trade under their own name. This mill closed in about 1955, after BOCM expanded their capacity in Avonmouth. I have not found any references to railway stock in this company's livery and I believe their products were shipped in barrels, drums and sacks mainly by barge.
Erith Oil Works
Established in 1907, initially dealing in whale oil, by World War One they were an established seed crushing business who also handled coconut oil and other materials. They became part of BOCM but although a likely candidate I have found no reference to rail tanks in their livery. The site is still an oil works owned today by Pura Foods Ltd, a manufacturer and supplier of edible oils and fats. This mill is no longer part of BOCM and I am not sure what the mill now does (it is described as an R&D site).
Aberdeen Commercial Co
Established in 1837, by the time of the First World War they were listed as 'Seed crushers, oil cake manufacturers, linseed and cotton oil refiners, chemical manure manufacturers, dealers in grain, coal, lime and feeding stuffs for farm stock.' I have found no references to tank wagons operated by this company.
Animal Feeds Manufacturers
The seed crushers had to ship large quantities of 'cake', for which there would be regular rakes of vans to be loaded at the works. In the 1960s BOCM used some converted 'plate' wagons, fitted with a high plywood body, to carry their palletised animal feeds from the Avonmouth plant. A photograph appeared in Model Railway Constructor Annual of 1983 (published by Ian Allen Ltd 1982, ISBN-0711012334)in an article by Paul Bartlett & Trevor Mann in the Paul Bartlett & Trevor Mann on the BR standard 'plate wagon' with a selection of conversions based on the chassis. Sadly I loaned my copy to someone who appears to have lost it, so I cannot attempt a sketch. From memory they had plain sides some seven feet high and were open topped (covered by a tarpaulin in transit).
Firms producing only animal feeds would probably not operate tankers (other than perhaps for molasses and possibly fuel oil), but they might have a branded vans, I haven't managed to trace much information on these firms as yet, there seems to be little archive material in the library system. They were often branded as 'provender mills' or more recently 'feed mills' and these mills were often closely associated with, if not part of, flour mills.
R & W Paul Limited (trading as Pauls of Ipswitch) This company was founded in Ipswich in the early nineteenth century initially to trade in malt and barley for brewers. This expanded into trading of maize and other ingredients for horses and subsequently from the early 1900s onwards, for other animals. They operated works in Ipswitch and Kings Lyn in the 1920s. In the early 1930s they built additional mills at the docks in Manchester, Avonmouth, London and Faversham. Pauls & Whites Ltd was formed in 1964 by merger of R & W Paul with White Tomkins & Courage, in 1984 Pauls was taken over by Harrisons & Crosfield plc. In 1992 Unilever sold BOCM Silcock to merge with Pauls Agriculture to form BOCM PAULS LTD..
Silcocks Animal Feeds Based in Hull, taken over by Lever Bothers in XXXX to become Silcock Lever Feeds. They merged with BOCM in 1969, forming BOCM Silcock Feeds under Unilever ownership. The logo shown below is drawn from memory, it was used on paper sacks and also as their 'stick-on' label for railway stock but I am not certain it was their logo as such.
Fig ___ Silcocks Logo

Pat Grimes supplied a photograph of some vans bearing what may have been the earlier Silcocks logo I have found what may in fact be a Silcocks logo from the 1930s: see attached photograph which I obtained from the family of Thomas Ferguson JP, who had a shop and meal store in Albany, Stewartstown, Co Tyrone, Northern Ireland. The roundel painted on the doors of the vehicles contains the word Silcocks. I have no doubt that magistrate Ferguson would not have included this on his vehicles unless it was the approved Silcocks logo
I traced the logo as best I could and got the following but the colurs are a guess (blue on yellow as on the label above may have been the BOCM colours)
Fig ___ Tracing of Silcocks Logo on a van

Joseph Rank Ltd Joseph Rank of Hull set up in business as a flour miller in 1875, after his death the business became a private company in 1899 registered as Joseph Rank Ltd., by this time it was a flour milling and animal feeding stuffs business. In 1933 the business was taken over and re-established as Ranks Limited. In the 1950s Ranks went into the bakery business, in 1962 they bought Hovis McDougal to form Rank Hovis McDougal, becoming one of the Big Three flour milling and bakery businesses in the UK (RHM, Allied Bakeries and Spillers). Their trade name for animal feeds was Blue Cross in the 50s and 60s (probably earlier and later), the illustration below dates from 1961 I believe the writing on the cross says J Rank Ltd.
Fig ___ J Rank sack (tinted from a black and white advert)

Crosfields A large firm based in Liverpool but with animal feed related premises also in London, Bristol, Glasgow and Belfast. The full company name was Harrisons and Crosfield (now Elementis), it was formed in 1844 when two brothers, Daniel and Smith Harrison, and Joseph Crosfield entered into partnership to trade in tea and coffee. From here the company soon developed into a global trading and tropical plantations company with estates producing tea, coffee, timber, oil palm and rubber. They were heavily involved in the farm feed business and in 1984 they took over Pauls Ltd. and hence in 1992 became owners of BOCM. In the 1940s they became involved in the chemicals business (via a joint venture with Durham Chemicals, UK to manufacture and market chemicals in Canada). By 1962 Harrisons and Crosfield had a majority shareholding in Durham Chemicals. Major acquisitions followed from the 1970s onwards with the purchase of key chromium, pigments and specialties businesses. In the 1990s the company sold off its flour mills and feed business and became a chemicals company.
Fig ___ Crosfields Logo

Spillers Pet Foods Spillers was established as a flour milling business in 1829. A bakery in Cardiff was acquired in 1856 to make ships' biscuits, and subsequently some lines were introduced for feeding to dogs. By 1914 the company was producing 18 varieties of dog biscuits at factories in Cardiff, Bristol, London, Newcastle and Birkenhead. Shapes, a coloured biscuit for dogs, was introduced in 1907 and Winalot, a dog meal, in 1927, and both soon developed into major brands. In 1927, the groupthen known as Spillers Milling and Associated
Industries Limited and comprising principally flour milling, animal feedingstuf's and pet food interests was reorganised under the name of Spillers Limited. By 1939 the re-formed company had grown substantially and had acquired new businesses in Scotland, closed down several old flour mills, opened new mills at Cardiff, Avonmouth and Newcastle upon Tyne and expanded its pet
foods and animal feedingstuffs activities. It had also acquired a controlling interest in a large plant bakery in 1937.In 1960 they bought Spratt's Patent Ltd, a company represented both in the flour-based pet foods market and in canned pet foods. They became Ranks and Spillers in the later 1970s, bought by Dalgety Animal Feeds in the late 1980's. Dalgety subsequently became PIC (Pig Improvement Company) and sold off their animal feeds businesses, the Spillers business was taken over by a management buy-out. I believe the farm animal feed business was handled by a subsidiary trading as Spillers Grain and Feed Limited.
Their 'farm foods' division seems only to cater to horses these days and may always have favoured that side as their main raw material would from the flour mills.
Pratts
Other firms operating in the farm foods business in the early 1980's included Dalgety Agriculture, and Nitrovit. In the later 1980's several smaller firms were absorbed by either BOCM or Pauls including Marsdens (Lancashire), Burgess Feeds (Yorkshire), Sheldon Jones (Somerset), Cobbledicks (Devon) and Tucks (Norfolk). During this period Ranks and Spillers was bought by Dalgety and Nitrovit (Tiverton and possibly elsewhere) was bought by Bibbys.
Soap, Detergents & Margarine
Oddly enough soap and margarine are rather closely related, both use similar materials and imports have always been a requirement. The associated companies operated a number of railway vehicles, bringing coal to the factory as well as transporting the British sourced materials used in manufacture and delivering the finished product. One example is Joseph Crossfied and Sons Ltd of Warrington, south of Manchester, this soap making firm operated a number of railway tanks for vegetable oils, in the mid 1950s they built some 24 ton tanks fitted with steam heating coils for transporting fats (either animal or vegetable).
The term soap covers a range of materials, some of which we would not recognise as soap, for example napalm is a soap and some industrial soaps would strip the skin from your hands. Household soap is made by boiling up fatty oils and fats with alkalis (the fats and oils used are made up of a fatty acid and glycerin (technically a 'lipid'), the glycerin is produced as a by-product of soap manufacture). Boiling animal fat mixed with wood ash (the alkali) in water was a common method in ancient times, although the soap was mainly used in textile manufacture rather than personal hygiene. Almost any fatty substance can be employed in soap-making, important animal fats were ox and hog, and common vegetable oils were cotton-seed and coco-nut. To make hard soaps some methods added resin. Cheap mottled and brown soaps were made using 'bone fat' (obtained by treating bones with superheated steam) mixed with crude palm oil in a process patented by Gossage in the 1850s. In England tallow and palm oil were widely used, in France they used olive oil to produce Marseilles or Castile soap and some British manufacturers adopted this method (this soap was widely used by calico printers and silk dyers). Transparent soaps can be made using castor oil.
The alkalis used were usually caustic lye solutions of their respective hydrates in water. By the later 19th century caustic soda was obtained direct from soda manufacture (see also Lineside Industries - Chemical Industries). Potash lyes were also bought-in but larger firms produced their own caustic from the carbonate.
The mix is boiled up and salt is added, as the soap is not soluble in the brine it is precipitated.
British Soap Manufacturers
In England the development of soap manufacture was inhibited by taxation, often amounting to more than the cost of the product, this taxation continued until 1852 when Gladstone ended the tax (which was bringing in over a million pounds a year). In the later 19th century there were many soap makers, by World War One virtually all were owned by three firms, in order of size these were Lever Bros, Gossage's and Crosfield's. Many of the original brand names continued in use, many made at the original factories still carrying the company name.
Pears soap, set up in the 1780s, was an early industrial producer, using castor oil to make transparent soap. Pears merged with Lever Bros (see below) shortly before World War One.
Hudson's Soap was set up in 1837 in West Bromwich, initially producing soap powder, about twenty years later he built a factory in Liverpool, it was this firm that produced Omo washing powder. Hudson's merged with Lever Bros (see below) in about 1910.
In 1853 William Gossage (widely regarded as the most significant British chemist of the 19th century) patented a process for the production of caustic soda from sodium carbonate, in 1854 he set up to manufacture soap close to the lock leading into the canal that connected Widnes and St. Helens. Gossage built up a business with a reputation for good quality at a reasonable price (the factory in Widness is now Catalyst, the museum of the chemical industry (open daily except Mondays). Gossage's firm also merged with Lever Bros.
Lever Brothers Founded in 1885 in Warrington as a soap maker. By using glycerin and vegetable oils such as palm oil, rather than tallow, to manufacture soap, they produced a good, free-lathering soap, called "Sunlight Soap". By the later 1880s they were doing very well and set about building a new plant at what is now Port Sunlight where they built a 'model village' for their work force, actually this was really quite a large town. As well as the above listed companies Lever Bros also took over Benjamin Brooke and Co in the 1890s as well as the Vinolia Co and Hodgson and Simpson. Over the next few years they bought Crosfield's of Warrington, Hazlehurst and Sons of Runcorn and Hudson's of Liverpool. They also expanded into foreign markets in Europe and America.
Vim scouring powder, Lux soap flakes (for washing clothes but also sold in some quantities to cloth manufacturers) and Lifebuoy soap were all established brands by 1900.
In 1930 Lever Bros merged with the Dutch company 'Margarine Unie' to form Unilever, arguably the first modern multinational company. Soap and margarine both use palm oil, by merging the two companies gained the economy of scale. The Lever Brothers brand was retained for a time, especially in the US and Canadian branches.
Joseph Crosfield & Sons, Limited The business was founded in Warrington in 1814, making soaps and later candles. By the mid-1830s Crosfields was producing around 900 tons of soap annually. In 1832 they were the 25th largest business in the list of 296 soapmakers in England and Scotland that year. In the 1839s they began making their own alkali (and alum) at a works in St Helens. in the 1890s they produced the first dry soap powder (Hudsons had been first in the field with soap flakes, which Crosfield's had copied). The firm became increasingly involved in the chemicals business, in 1911 it was purchased by Brunner, Mond & Company. Brunners wanted to prevent Lever Bros going into the alkali business, Crossfieds was sold to Lever Bros in 1919 as part of a deal in which Brunner did not make soap and Lever did not make alkali. The Crossfield name continued to be used however, there were some heated rail tanks built in the early 1950s for this firm (illustrated in Mr Tourret's book on Petroleum tank wagons, although I believe these tanks were for fats and oils). In 1997 it was acquired by ICI and in 2001, Ineos Capital purchased the company. The name Crosfield was finally lost as it was renamed Ineos Silicas and that firm became part of the PQ Corporation a year or two later.
Detergent
Detergents use materials called surficants which dissolve greases, the use of which was first noted by a Belgian chemist in 1913. During World War One the Germans used detergents as an alternative to soap but after that war they were largely confined to industrial processes. The detergent effects of certain synthetic surfactants were noted in 1913 by A. Reychler, a Belgian chemist. After World War Two the US aviation fuel plants changed over to making tetrapropylene and household detergents began to appear on the market in 1947. The first product was a 'soapless shampoo'. Up to the 1960's they were more expensive than traditional soaps based on animal and vegetable oils and fats but as they contained no sodium they could be used with hard or soft water equally well. As well as the surficants they may also contain a wide range of materials from mild abrasives to scour surfaces to acids for descaling or caustics to break down organic compounds. In hard water areas they can add softeners and oidisers to provide a bleaching action and to break down organic compounds. In the late 1960s biological detergents appeared, containing enzymes which could dissolve protiens.
Using the products of the oil industry the detergent factories are not tied to the docks, although many were built close by the ports as they were set up by the soap makers (and that tended to be where the oil was being processed). Peco offer a tanker in the livery of Albright and Wilson, a major British chemical company specialising in the field of phosphorus chemistry (see also 'Lineside Industries - Chemicals, salt and plastics industries'). This was the world's biggest supplier of phosphates for detergents (although that application declined rapidly from the mid 1970s). The model is suitable for layouts set between the mid 1960s (when the tank type was introduced) until the later 1990s (when A&W was taken over by the French company Rhodia).
Rubber
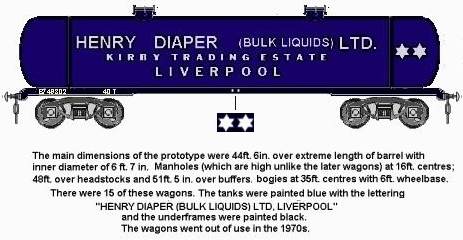
Rubber is made from an oily white sticky gum called Latex obtained from the tropical tree Hevea Braziliensis, it also occurs in other plants such as dandelions, but not in commercially viable quantities. No one knows why the plants have latex in them. To keep latex fluid Ammonia is added hence iron tanks must be coated and brass must not come into contact with the liquid (which 'eats' the copper in the brass). From the 1950's on special railway tanks were used for bulk latex but more often latex was shipped in wooden barrels and later in suitably coated steel drums.
Fig ___ Bogie latex tank (introduced in 1949)
Latex is not terribly useful as it comes from the tree (its main commercial application was in glues) but if treated with acetic or formic acid it changes into rubber. This treatment is usually done in the producing country so most rubber is imported in thin rolled sheets (even in the 1960's only about 10% was imported as liquid latex). The rubber was bound together in bales or blocks about 3 feet (90cm) square by 15 inches 38cm thick, these were heavy (a difficult lift for one man).
Rubber was named in 1788, when a chap called Priestly found he could erase pencil marks by rubbing hard with a block of the stuff. In 1824 Charles Macintosh (1766-1843) used rubber dissolved in coal tar to coat cloth, by having two layers with the rubber solution pressed between them he produced the first rubberised (waterproof) cloth which was lighter and much more flexible than the older oiled cloth (called 'oilskins').
This simple form of rubber becomes soft and sticky at summer temperatures and brittle in winter which limited its usefulness. In 1839 the American Goodyear invented the Vulcanisation process, adding sulphur to the raw rubber and heating it, this produced a more stable material and allowed the production of rubber goods. With around four percent sulphur you get soft rubber of the kind used to make balloons, in the range twenty to thirty percent sulphur you get 'hard rubber', used to make the cases for motor car lead-acid batteries, car tyres and the like.
The British rubber industry is (in the mid 1980s) the largest and oldest in Europe, the biggest firm being Dunlop. By the 1950's there were about three hundred factories operated by two hundred companies, London and the North West (mainly Liverpool & Manchester) had about a hundred factories each, there were fifty or so factories in the Midlands, twenty in Scotland and thirteen in Wales. In 1830 British exports of rubber goods amounted to about 30 tons, by 1840 this had increased to over three hundred tons and expansion then was rapid, over two and a half thousand tons by 1860, eight thousand tons by 1870, thirteen thousand tons by 1870. In the 1890's plantations were established to produce rubber and by the time of the First World War Britain's exports of rubber goods totalled about a hundred thousand tons a year. The one million ton mark was reached in the late 1930's, this had doubled by the 1950's and more than doubled again by the 1960's.
Reclaiming rubber became a practical proposition in the 1890's, the old rubber goods are chopped up then soaked in a solution of water and caustic soda to dissolve any fabric. The rubber itself can then be washed, strained and re-used. It is not possible to remove all the sulphur so the reclaimed materials is of poor quality and although it is cheaper than new rubber by the 1960's only seven or eight percent of rubber goods were made of reclaimed material, its uses being limited to soles and heels for shoes and other similar applications.
Developing the machines to make rubber products took time, Dunlop's pneumatic tyres (for his son's bicycle) of 1867 was made by hand and surgeons rubber gloves (made from very thin sheet rubber) only appeared in the 1890's. Rubber is used for making hot water bottles, bathing caps and the like but a larger proportion is used to coat fabrics, rubber hose, rubber drive belts, boots, raincoats and hospital sheeting. Pneumatic bicycle and motor vehicle tyres are made from rubber coated fabric, these days about 70% of all rubber produced goes into tyres. Rubber can be made into a continuous tube by forcing it through a die and the tube can then be cut to produce rubber bands.
There is not really any such thing as a 'rubber factory', rubber and latex are used for a wide range of goods, latex forms the basis of more types of glue than any other material for example. The manufacture of rubber goods requires no special buildings, the processing of rubber involves grinding, mixing and heating so a fairly large building with roof ventilators and a chimney or two would suffice. The nature of the goods produced would determine any additional facilities and would greatly influence the nature of traffic to and from the factory. For example water proof clothing would involve deliveries of cloth and large workshops where the treated cloth was cut and sewn into clothing.
Vulcanising of rubber is done today in large cylindrical metal chambers called autoclaves typically fifty foot long by four foot in diameter and capable of withstanding high temperatures and pressures. The process uses high pressure super-heated steam to heat the material in the chamber so you will need a large chimney or two.
Gutta Percha is a plastic like material made from a particular Malayan latex, it cannot be vulcanised which reduces its usefulness somewhat but for many years it was important as an electrical insulator. Gutta percha is a solid at temperatures below 60 degrees Celsius, above that temperature it can be moulded to shape and it melts at about 100 degrees Celsius (the temperature of boiling water). Gutta Percha was widely used as electrical insulation for wires and cables. You may therefore see references to firms with Gutta Percha in their name, most of which were engaged in the manufacture of electrical equipment and insulated wiring (there was one large British firm called the Gutta Percha Company). The development of materials such as polythene in 1933 reduced its importance in electronics. Electrical equipment was expensive and hence was often shipped in closed wooden cases.
Its other claim to fame was as the covering for golf balls, for which it was only slowly replaced by plastics after the 1960's. The inside of the golf ball was a ball of thread or rubber with a core of latex and the scale of manufacture means that a golf ball works would be a viable option on a model railway. There are a number of key words associated with the signs on factories producing rubber based goods. As an example at London docks in the 1890's there was Silver's Waterproof Clothing Works, fifteen years later the same factory was listed as the India Rubber, Gutta Percha & Telegraph Works (this factory supplied the original cables for Manchester's electricity supply).
Incoming cargo to a works might include barrels or drums of latex or possibly tanker loads of the liquid form after about 1950, there was a fleet of 48ft bogie tanks for latex operated by Henry Diaper Co of Liverpool, see Available Models - Graham Farish for an illustration. Plywood boxes of gutta percha, sheets of rubber (see under Materials Handling), metal drums or glass carboys of acids, barrels or metal drums of sulphur and other chemicals and possibly caustic soda for re-processing old rubber. Additional traffic might include reels of yarn, coils of metal wire (especially for motor tyres) and other goods associated with the firms products and of course coal for the boilers and possibly coke for 'producer gas' plant.
Synthetic rubber was developed by Germany during the First World War, this was methyl rubber, based on dimethylbutadien. In the late 1930's the Germans again looked at the problem and invented the styrene based Buna rubbers. The Americans developed Buna further, calling it GR-S (Government Rubber-Styrene) and this became significant when the Japanese took over most of the rubber growing countries in east Asia. The Americans had developed Neoprene in the 1930's but this was less suitable for motor car tyres than the Buna.
Today the most important synthetic rubber is S.B.R. chemically this is Butadiene-styrene copolymer, the butadiene is obtained from oil, shipped in railway tank wagons, the styrene is obtained from benzine which comes from coal tar.
During and after the second world war natural rubber (technically polyisoprene) was increasingly displaced by synthetic rubber or Neoprene, produced from chlorine (originally derived from petroleum oil) in a process developed in 1945. Less flammable and reactive than natural rubber it is vulcanised with metallic oxides rather than sulphur and has usefully different chemical properties to the natural product. It can be shipped as a solid or (in steel drums) as a liquid.
Synthetic latex has much finer particles and is mainly used in 'latex' paints.
Asbestos Related Industries
Asbestos is a mineral comprised of long thin fibres (from 2mm to 30mm in length) which will not burn and the fibres can be spun into yarn and woven into cloth. The resulting material is fire proof and sound absorbing so asbestos cloth was used for insulating lagging on engine and for fireproof gloves and suits for fire fighters. Asbestos has been known for thousands of years, ancient Greek temples had lamps with 'everlasting' wicks. Only the longer fibres can be effectively made into cloth and there were nine grades of the material. It comes in various forms, the word asbestos is used for any similar mineral, and each type has its own colour and properties. When mined typically only 5-10% of the mined mineral is asbestos. It was mined in several countries but Britain imported its supplies of asbestos and the most important import was white asbestos from Quebec (actually hydrous magnesium silicate). Being an imported material much of the associated industry was located close by the docks.
One of the uses for asbestos was in the manufacture of sheets of material for cladding buildings, known as 'asbestos cement' these sheets were made by mixing asbestos with standard 'blue circle' cement and pressing the result between rollers to form flat or corrugated sheets, perhaps 3mm thick, widely used for minor industrial structures and more rustic domestic buildings. This allowed the use of the shorter fibres which could not be spun and woven. There were no really distinctive features in this industry, the asbestos was supplied in brown Hessian sacks about four feet high by two and a half feet wide, the cement came in paper sacks.
Rawling's Rawlplugs were made from asbestos until the 1960s when they changed to using plastic. The original 1908 Rawlplug was a folded brass fitting, but by the time of the First World War they were using asbestos.
The dangers of asbestos came to light in the 1970s when it was realised that the hard fibres could irritate the lungs causing a fatal condition known as 'asbestosis'. As a result asbestos was phased out and by the later 1980s there was a thriving industry removing it from buildings (where it had been used as lagging and as a heat insulating matting) and older railway stock was being scrapped due to the use of asbestos lagging for sound and heat insulation (causing problems for the preservation industry as asbestos removal was an expensive business).
____________________________________________
^
Go to top of page